Советы по сварке алюминия методом GMAW (MIG)
Толщина материала, который можно сваривать с помощью процесса MIG на алюминии, составляет 14 Ga и больше. (Насколько она тяжелая, зависит от мощности используемого сварочного аппарата.) Для сварки MIG алюминия толщиной менее 14 Ga (0,074 дюйма) может потребоваться специальное оборудование для импульсной сварки MIG или TIG на переменном токе. Удаление смазки с алюминия может понадобиться базовый материал.
Лучше всего это делать растворителями. Проконсультируйтесь с вашим местным дистрибьютором Miller Welding для получения рекомендаций.
Удаление окислов следует проводить после обезжиривания. Делать это нужно щеткой из нержавеющей стали. Это можно сделать ручной проволочной щеткой или чашечной проволочной щеткой. Если используется силовая проволочная щетка, поддерживайте низкие обороты и давление, чтобы уменьшить смазывание поверхности материала, что может привести к попаданию оксидов и загрязнений под поверхность. Всегда используйте проволочную щетку, которая используется только для алюминия, чтобы не загрязнить основной материал.
Обратитесь к местному дистрибьютору сварочных материалов или представителю алюминиевых присадочных металлов, чтобы получить рекомендации по сплавам проволоки, подходящим для вашего применения. Знайте сплав вашего базового алюминия и условия, которым будет подвергаться готовая деталь. Двумя наиболее доступными алюминиевыми присадочными проволоками являются ER4043 и ER5356.
Методы сварки
Подсоедините золотник к положительной шпильке на блоке питания.
Для сварки MIG алюминия вам необходимо использовать угол перемещения от 10 до 15 градусов (наконечник и сопло направлены в направлении движения). (См. рис. 1)
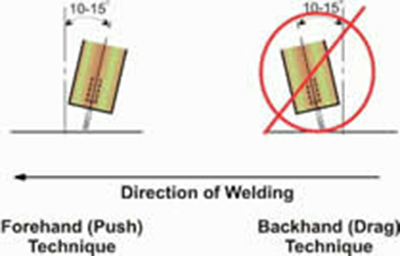
Рисунок 1: Техника стрельбы из пистолета
Вытягивание или использование угла сопротивления приведет к пористым, грязным сварным швам из-за отсутствия газового покрытия.
Распылительный перенос является желаемым способом переноса металла при сварке алюминия. Распылительный перенос представляет собой очень плавный перенос капель расплавленного металла с конца электрода в расплавленную ванну. Капли, пересекающие дугу, имеют меньший диаметр, чем диаметр электрода. При переносе спрея не происходит короткого замыкания. При переносе распылением скорость и эффективность осаждения относительно высоки. Дуга очень ровная, стабильная и жесткая, а валик сварного шва имеет приятный внешний вид и хорошее размытие по бокам. При переносе распылением участвует большое количество тепла, что создает большую сварочную ванну с хорошим проплавлением, которую трудно контролировать и которую нельзя использовать на материалах тоньше 14 Ga. Этот перенос будет производить шипящий звук, а не разбрызгивание.
Перенос короткой дуги на алюминий приводит к плохой очистке, плохому соединению на краях сварного шва, а также к большому количеству брызг и дыма. Держите наконечник на рабочем расстоянии и утопите контактный наконечник примерно на 1/8 дюйма внутрь сварочного шва. сопло, если возможно (см. рис. 2).
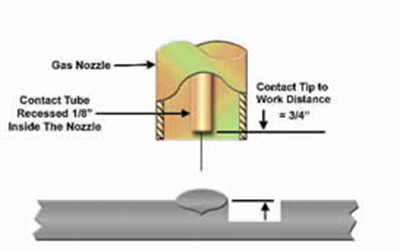
Рисунок 2: Зона пистолета и сварки
Отражающее тепло и сварочная ванна, возникающие при сварке алюминия методом MIG, очень горячие. Удержание наконечника ближе, чем это, может привести к обратному пригоранию проволоки к контактному наконечнику и другим проблемам с подачей.
Наиболее распространенным защитным газом для MIG-сварки алюминия является 100 % аргон. Расход от 20 до 30 CFH (кубических футов в час) является приемлемым. Смеси C25 или аргона с CO 2 неприемлемы.
Избегайте крупных переплетений на алюминии. Если требуются более крупные угловые сварные швы, несколько прямых валиков обеспечивают лучший внешний вид и снижают вероятность холодного притирания, прожога и других дефектов сварки.
Необходимо увеличить скорость перемещения горелки, поскольку во время сварки основной материал нагревается.
Уровень квалификации оператора, типы соединений, подгонка и положение, а также источник сварочного тока будут иметь большое влияние на свариваемость алюминия и ваш успех.
Распространенные проблемы/устранение неполадок
Прожог (проплавление), вызванный перегревом основного материала
1. Увеличьте скорость движения. Сделайте более короткие сварные швы.
2. Двигайтесь по части, распространяя тепло.
3. Используйте более толстый материал или измените конструкцию соединения или процесс сварки на AC TIG.
4. Устранить/уменьшить пробелы
Грязные сварные швы
1. Используйте угол толкания вместо техники перетаскивания.
2. Увеличьте напряжение, чтобы включить перенос распыления.
3. Используйте надлежащие методы очистки основного металла (щетка из нержавеющей стали).
4. Проверьте правильность защитного газа и сплава проволоки.
Не удается правильно настроить машину
1. Проверьте внутреннюю крышку сварочных аппаратов на предмет хорошей начальной настройки и точной настройки в соответствии с вашими потребностями.
2. Закажите калькулятор MIG, номер по каталогу 086446, чтобы получить хорошие начальные настройки.
Проволока пригорает к контактному наконечнику во время или в конце сварки
1. Держите наконечник на рабочем расстоянии.
2. Убедитесь, что размер контактного наконечника, приводные ролики и направляющая пистолета соответствуют диаметру используемой проволоки.
Проволочные «птичьи гнезда» (нагромождения) перед входной направляющей на пистолете
1. Проверьте и отрегулируйте натяжение приводного ролика.
2. Убедитесь, что приводные ролики соответствуют диаметру проволоки.
3. Замените контактный наконечник, если он загрязнен
4. Проверьте регулировку давления на алюминиевой втулке катушки.