TIG-сварка тонкого алюминия?
TIG-сварка тонкого алюминия? Не шарите свой вольфрам - заточите его. Чтобы расширить знания всех, это алюминий отвечает на вопросы о сварке тонкого материала, описывает работу и преимущества управления балансом переменного тока и обсуждает выбор сварочного аппарата TIG на основе требований к силе тока.
Использование переменного тока для сварки алюминия TIG возникло из-за необходимости удаления оксидного слоя, который образуется на его поверхности. Часть положительного электрода (EP) цикла переменного тока, в которой электричество течет от работы к вольфраму, «вырывает» поверхностные оксиды. Часть отрицательного электрода (EN) цикла выполняет фактическую сварку, направляя тепло от вольфрама к металлу.
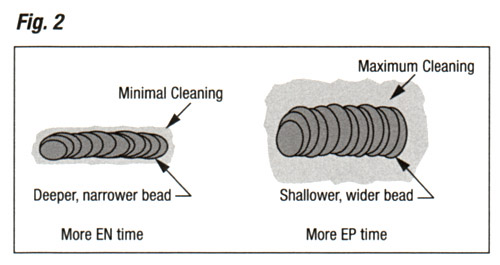
Когда инженеры изобрели прямоугольный выход переменного тока, они также обнаружили, что несбалансированная форма волны переменного тока лучше всего подходит для многих приложений. Вот почему более легкие машины, такие как Syncrowave 180 SD, оснащены фиксированным регулятором баланса, настроенным на большее проникновение (60% EN), чем на очистку (40% EP), как показано на рис. 1.
Мы также изобрели регулируемый контроль баланса. Эта функция позволяет настроить соотношение EN/EP в соответствии с приложением. Например, Syncrowave MIG-250 и Syncrowave MIG-350 LX от Miller позволяют регулировать значения EN от 45 до 68% (от 32 до 45% EP).
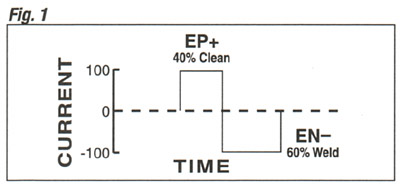
Большее количество EN создает более глубокий и узкий сварной шов и лучшее проникновение в шов. Это помогает при сварке толстого материала или позволяет увеличить скорость перемещения. И наоборот, более высокие значения EP удаляют больше оксида и создают более мелкий и широкий валик (см. рис. 2). На материалах с толстым оксидным слоем или литом алюминии усиление очищающего действия сводит к минимуму вероятность включения посторонних частиц, способствуя улучшению сварного шва.