При электродной сварке контакт между стержневым электродом и заготовкой вызывает зажигание дуги. Это создает короткое замыкание на долю секунды между двумя полюсами, а это означает, что затем может течь ток. Дуга горит между заготовкой и электродом. Это создает необходимое тепло плавления. Через расходуемую сердечную проволоку и покрытие, которое также является расходуемым, электрод подает также защитный шлак и газовую оболочку.
ЧТО
ЭЛЕКТРОДНАЯ СВАРКА?

Главная / ELECTRODE
- ОСНОВНОЙ ПРИНЦИП
- БАЗОВЫЕ ЗНАНИЯ
- ПЛЮСЫ И МИНУСЫ
- АРК
- ЭЛЕКТРОД
- Контакт
ПРОСТОЙ, УНИВЕРСАЛЬНЫЙ, ЭФФЕКТИВНЫЙ
- Электродная сварка, также известная как ручная дуговая сварка, ручная электродуговая сварка, ручная дуговая сварка металлическим электродом или электродуговая сварка в среде защитного газа (SMAW), обычно является первым сварочным процессом, которому сварщики обучаются во время обучения. Его легко освоить, но он уже дает представление о том, как работают сварочные системы, и о соотношении металлов и электрического напряжения.
- Сварка стержневым электродом имеет многочисленные преимущества по сравнению с процессами MIG/MAG и TIG. В принципе практически все материалы можно сваривать электродной сваркой. Этот процесс в основном используется в производстве стали и трубопроводов, но также используется в торговле металлами и промышленности. Ручная дуговая сварка металлическим электродом позволяет использовать любой тип сварного шва и положения, независимо от того, включает ли это ограниченное или потолочное положение, вертикальные швы вверх или вертикальную торцевую сварку. Кроме того, сварщик не зависит от защитных газов и может легко работать на улице даже в неблагоприятных погодных условиях, таких как ветер или дождь.
РУЧНАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА: ТАК ЭТО РАБОТАЕТ
Ручная дуговая сварка требует низкого напряжения и большой силы тока. Сварочная система преобразует имеющееся сетевое напряжение в значительно более низкое сварочное напряжение. При этом он обеспечивает необходимую силу тока, что также позволяет регулировать и регулировать источник питания.
- При ручной дуговой сварке металлом сила тока является важнейшим параметром качества соединения. Поэтому она должна оставаться как можно более постоянной, даже если длина дуги изменяется. Чтобы обеспечить это, источники питания для электродной сварки всегда имеют падающую характеристику.

ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
- Простота в обращении
- Может использоваться повсеместно, независимо от местоположения
- Легко учить
- Тихий шум
- Низкие затраты на закупку
- Защита сварного шва от образования шлака
- Не чувствителен к загрязнениям, таким как ржавчина, накипь, масла или жир.
- Почти все металлические материалы можно сваривать
- Высокое качество сварного шва и высокие механические свойства
- Низкая скорость сварки
- Образуется много дыма
- Возникновение дугового удара
- Увеличение источников ошибок из-за концевых кратеров и положений контактов
- Диаметр электрода зависит от толщины листа и положения при сварке.
- Длительное время наладки и простоя: повторный обжиг электродов в стандартной упаковке
- Монтаж электродов, удаление остатков пенька, удаление шлака и брызг
- Не может быть механизирован
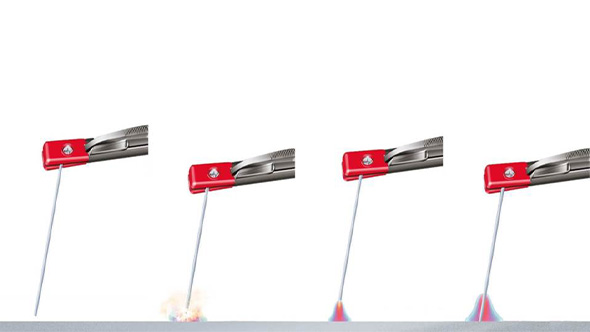
КАК СОЗДАЕТСЯ ДУГА?
Для образования дуги необходимо разорвать цепь между электродом и заготовкой.
При ручной дуговой сварке металлом это происходит посредством касания или контактного зажигания.
Дуга зажигается при прикосновении стержневого электрода к заготовке. Для создания дуговой плазмы материал и покрытие должны расплавиться или испариться из-за высокого тока короткого замыкания. В то же время напряжение (напряжение на катоде, аноде и на длине дуги) должно быть достаточно высоким, чтобы могла образоваться дуга. Требуемые токи и напряжения зависят от диаметра электрода и покрытия электрода.
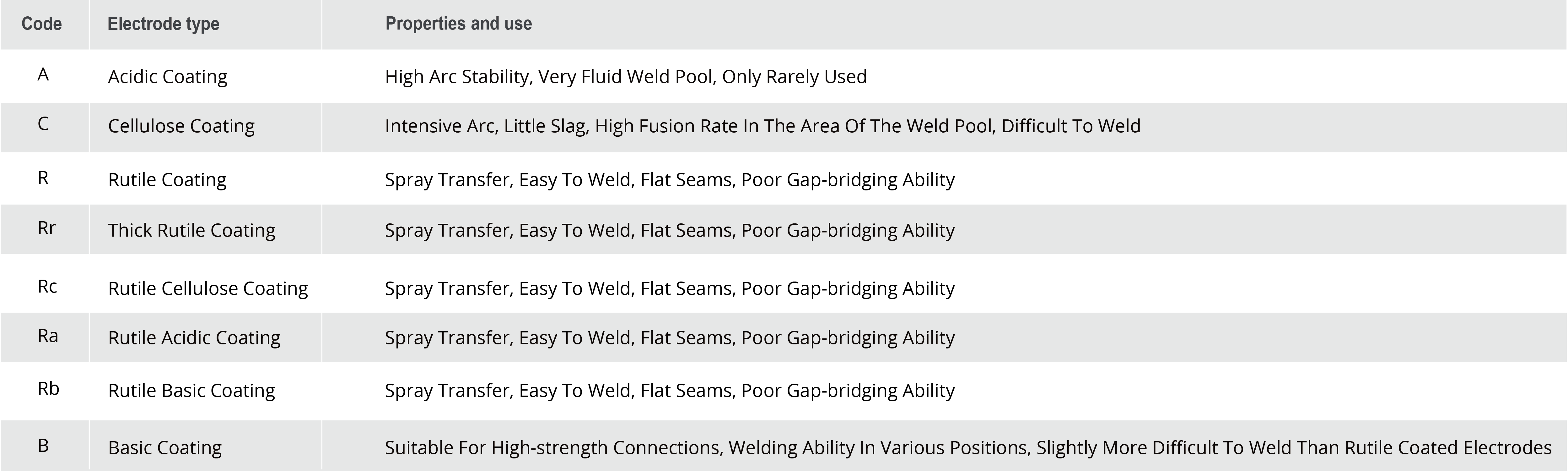
ЗАДАЧИ ЭЛЕКТРОДНОГО ПОКРЫТИЯ
- · Ионизация контактного промежутка
- · Формирование газовой оболочки
- · Образование шлака
- · Стабилизация дуги
- · Контроль раскисления
- · Контроль процессов легирования и удаления сплавов в сварочной ванне
- · Влияние на скорость охлаждения сварного шва
- · Увеличение скорости осаждения (производства)

ДАВАЙ ОСТАНЕМСЯ НА СВЯЗИ
Получайте обновления о специальных распродажах и многом другом