



Двухимпульсный сварочный аппарат topwell 250/300 amp ALUMIG-250P для сварки алюминия
| доля | |
|---|---|
| Каталог продуктов | Все продукты |
| English details | topwell 250/300 amp double pulse mig welder ALUMIG-250P for ALUMINUM welding |
| Марка | TOPWELL |
| Характеристики продуктов | АЛЮМИГ-250/300П |
| Номинальное входное напряжение | 1ф ~ 230В ±15% |
| Максимальная мощность нагрузки | 12,04 кВА |
| Номинальная мощность | 300А/26,5В |
| Холостое напряжение | 55В |
| Эффективность | 85% |
| Механизм подачи проволоки | 4 ролика |
| Диапазон скоростей подачи проволоки | 0-25 м/мин |
| Гарантия | 1 год гарантии |
| Измерение | 770С250С650мм |
| Масса | 32 кг |
| Цена | US $ 2 / piece |
| порт | Шанхай/Нинбо |
| Способ платежа | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| скачать |
/ ОСОБЕННОСТИ
Краткие характеристики
- Заявление:
- Изготовление металла
- Техническое обслуживание и ремонт
- Авто Кузов
- Легкая промышленность
- Процессы:
- МИГ,
- Порошковая сердцевина,
- Импульсный МИГ,
- Двойной импульс МИГ,
- ММА (клюшка)
- Входная мощность: 250P: 230 В, 1 фаза
- 300P: 400 В, 3 фазы
- Диапазон силы тока: 250П: 10-250А/300П: 10-300А
- Номинальная мощность при 40 ℃ (104 ℉):
- 250P: 250 А при 26,5 В при рабочем цикле 60 %
- 300P: 300 А при 29 В при рабочем цикле 60 %
- Вес: 32 кг
Преимущество системы управления формой волны
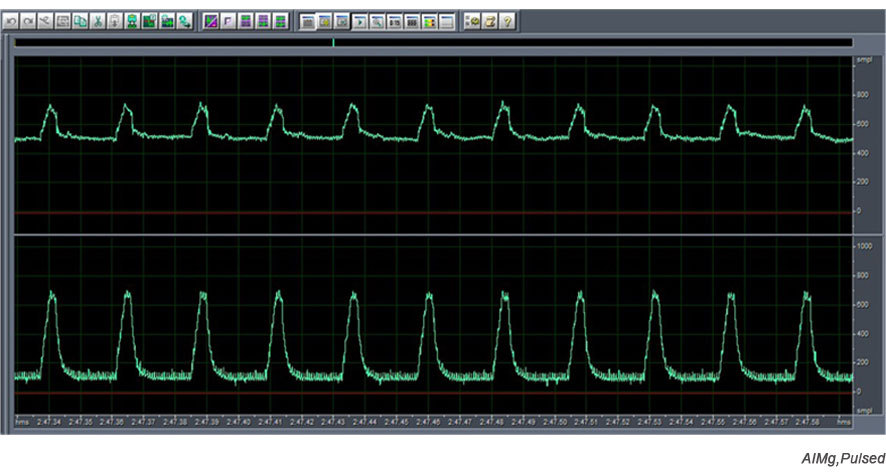
Новейшая технология системы управления формой сигнала с импульсным режимом управления MIG позволяет идеально контролировать выходной сигнал.
мощность сварки и получить точную производительность дуги. Цикл переноса капель плавления проволоки очень ясен, сварка
луч очень чистый и очень мало брызг во время сварки.Импульсный МИГ
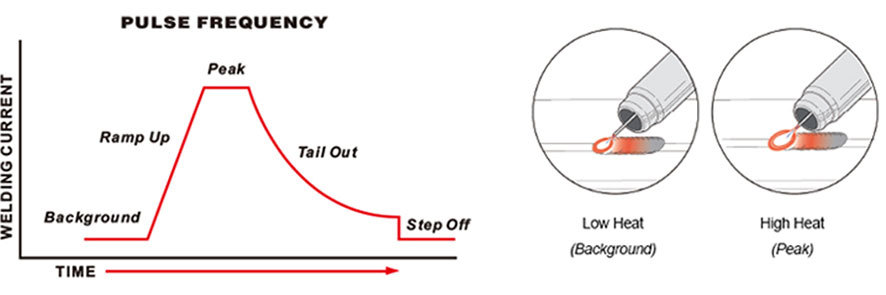
Импульсная сварка MIG изменяет сварочный ток между пиковым (высокий нагрев) и фоновым (низкий нагрев) током, чтобы обеспечить лучший контроль
подвод тепла, что сводит к минимуму деформацию и прожоги тонких материалов. Импульсная сварка MIG также позволяет выполнять плоские, горизонтальные и вертикальные сварки.
или потолочная сварка без шлаковой системы. Оптимизированные формы волны GMAW-P легко доступны для использования на алюминии,
углеродистая сталь, высокопрочная низколегированная сталь, нержавеющая сталь и никелевые сплавы. См. NX-2.70ИМПУЛЬСНЫЙ МИГ
Pulse MIG точно контролирует подачу тепла через
1 капля на передачу импульса и обеспечивает стабильную дугу в
широкая зона перехода между короткой дугой и дугой распыления.
Распылительная дуга переноса «распыляет» поток крошечных расплавленных
капли поперек дуги, от электродной проволоки до
неблагородный металл. Издает характерное гудение
или жужжащий звук.Преимущества импульсного мига:
• Высокое осаждение
• Хорошее сплавление и проникновение
• Хороший внешний вид шариков
• Возможность использования проводов большего диаметра
• Наличие очень небольшого количества брызг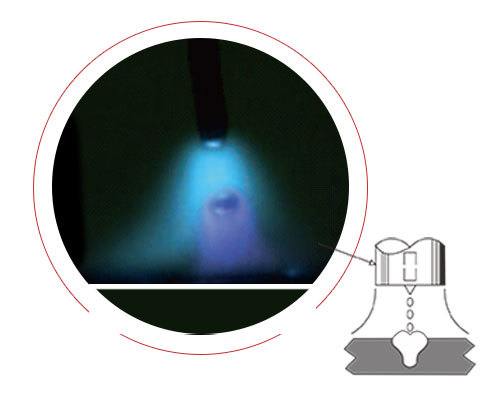
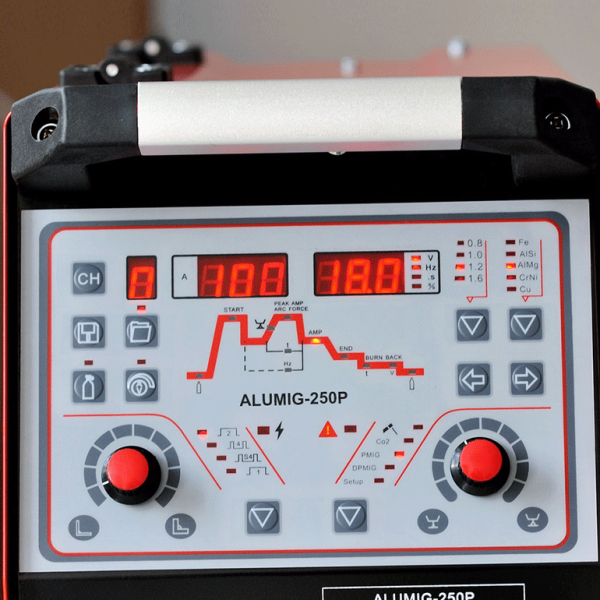
Общий вид панели управления
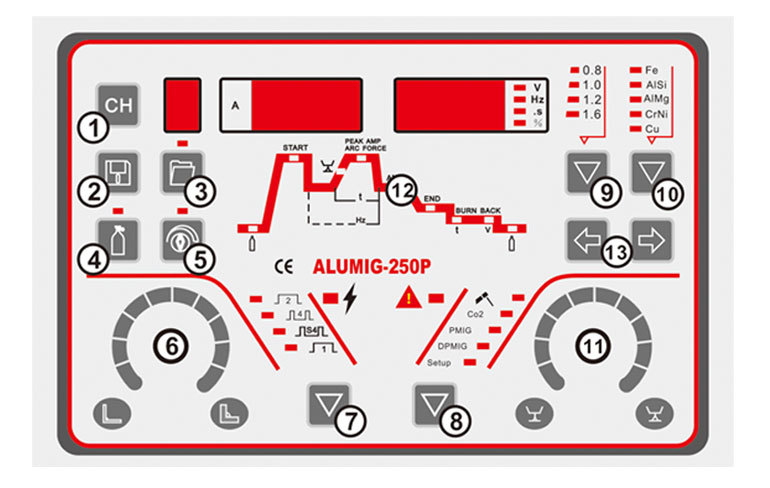
1. ВЫБЕРИТЕ канал памяти
2.ОТКРЫТЬ параметр выбранного канала памяти
3. СОХРАНИТЕ настройку в канале памяти
4. Нажмите, чтобы проверить газ
5.STORE Нажмите, чтобы использовать синергетическую настройку
6. Настройка параметров сварки, поворотный диск
Регулировка сварочного тока или скорости подачи.
7. Режим удержания горелки
Нажмите, чтобы выбрать тип подачи резака:
1)2Т2)4Т
3) S4: для сварки алюминия в холодном и горячем состоянии.
8.Процесс сварки Нажмите для выбора:
Процесс сварки: MMA, MIG/MAG/CO2, импульсный MIG,
Двойной импульс МИГ.
9.Диаметр. сварочной проволоки
10. Тип провода
11. кнопка, эффект дросселирования (динамика дуги)
12.Последовательность функций
13. Параметры сваркиСинергетический МИГ
Синергетический импульсный режим сварки обеспечивает простоту
однокнопочное управление. Машина выберет правильный импульс
мощность в зависимости от скорости подачи проволоки (WFS), установленной оператором.Режим S4T
Легко и уверенно начинайте и заканчивайте сварные швы. Горячий старт
исключает непровар в начале шва,
общая проблема с алюминиевой сваркой. Кратер постепенно
уменьшает сварочный ток в конце сварки, чтобы исключить
дефекты кратера. Регулируемые скорости предварительного и последующего потока обеспечивают
что лужа всегда имеет адекватное газовое покрытие./ ХАРАКТЕРИСТИКИ
Технические характеристики
предмет номер АЛЮМИГ-250П АЛЮМИГ-300П Номинальное входное напряжение 1ф ~ 230В ±15% 3ф ~ 400В ±15% Максимум. Мощность нагрузки 10,35 кВА 12,04 кВА Номинальный рабочий цикл (40 ℃) 60% МИГ: 250А/26,5В MIG: отдельное устройство подачи проволоки: 300 А/29 В Внутренний механизм подачи проволоки: 250 А/26,5 В ММА: 250А/28В ММА: 250А/28В 100% МИГ: 200А/24В МИГ: 200А/24В ММА: 200А/28В ММА: 200А/28В Диапазон сварочного тока/напряжения МИГ: 30А/15,5В~250А/26,5В МИГ: 30А/15,5В~300А/29В ММА: 30А/20,4В~250А/28В ММА: 30А/21,2В~250А/28В Холостое напряжение 55В 55В Фактор силы 0,8 0,85 Эффективность 80% 85% Время предварительной подачи газа 0-15С 0-15С Время потока газа 0-15С 0-15С Механизм подачи проволоки 4 ролика 4 ролика Диапазон скоростей подачи проволоки 0~25 м/мин 0~25 м/мин Емкость катушки с проволокой 300 мм (5 кг) 300 мм (5 кг) Присадочная проволока Ø (мм) Fe, Ss: 0,6~1,2 мм 0,6~1,6 мм ФЛЮКС: 0,9~1,2 мм 0,9~1,6 мм Ал: 0,8~1,2 мм 1,0~1,6 мм Измерение 770С250С650мм 770С250С650мм Масса 32 кг 33 кг / ПРИНАДЛЕЖНОСТИ
Для стандартных принадлежностей Горелка МИГ: МИГ 24КД
Горелка МИГ: МИГ 24КД Электрододержатель с кабелем 2МДля дополнительных аксессуаров
Электрододержатель с кабелем 2МДля дополнительных аксессуаров Газ аргон обычный
Газ аргон обычный Газ CO2 обычный с обогревателем
Газ CO2 обычный с обогревателем Двухтактный Трох:
Двухтактный Трох:/ РЕСУРСЫ
/ ДОКУМЕНТЫ




- Моб.Тел
- *Тема
- *Содержание
- Погрузка ...