



ПРОЧНЫЙ МОЩНЫЙ ПРОЧНЫЙ СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО ТОКА TIG (PROTIG-500CT)
| доля | |
|---|---|
| Каталог продуктов | Все продукты |
| English details | RUGGED POWERFUL TOUGH DC TIG WELDER (PROTIG-500CT) |
| Марка | TOPWELL |
| Характеристики продуктов | двухимпульсное оборудование постоянного тока PROTIG-500CT для |
| Номинальное входное напряжение | 3ф ~ 400В ±15% |
| Номинальная мощность | 500А/30В |
| Максимальное напряжение холостого хода | 20,76 кВА |
| Эффективность | 85% |
| Гарантия | 1 год гарантии |
| Габаритные размеры | 960X420X900мм |
| Масса | 70 кг |
| Цена | US $ 2 / piece |
| порт | Шанхай/Нинбо |
| Способ платежа | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| скачать |
/ОСОБЕННОСТИ
Краткие характеристики
- Заявление:
- Установка и настройка
- Ремонт и обслуживание
- Мастерские по изготовлению металлоконструкций
- Химическая и перерабатывающая промышленность
- Процессы:
- ТИГ постоянного тока (GTAW)
- Палка (SMAW)
- Входная мощность:
- 400CT/500CT: 400 В, 3 фазы
- Диапазон силы тока:
- 400КТ:3-400А/ 500КТ:3-500А
- Номинальная мощность при 40 ℃ (104 ℉):
- 400CT: 400 А при 26 В при рабочем цикле 60 %
- 500CT: 500 А при 30 В при рабочем цикле 60 %
- Масса:70 кг
Общий вид панели управления
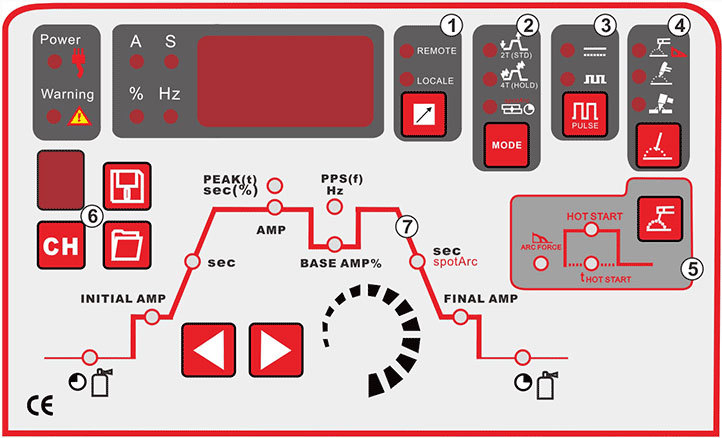
1. Пульт:используется для ножной педали или дистанционного фонарика.
Местный:скорректированные токи на лицевой панели.
2.2T/4T режим удержания
Выбор режима точечной сварки
3. Импульсный выбор включения/выключения.4. Выбор процесса.
5. СИЛА ДУГИ
ГОРЯЧИЙ СТАРТ
6. Память емкостью 10 наборов параметров.
7.Последовательность функций
Общий вид панели управления (продолжение)
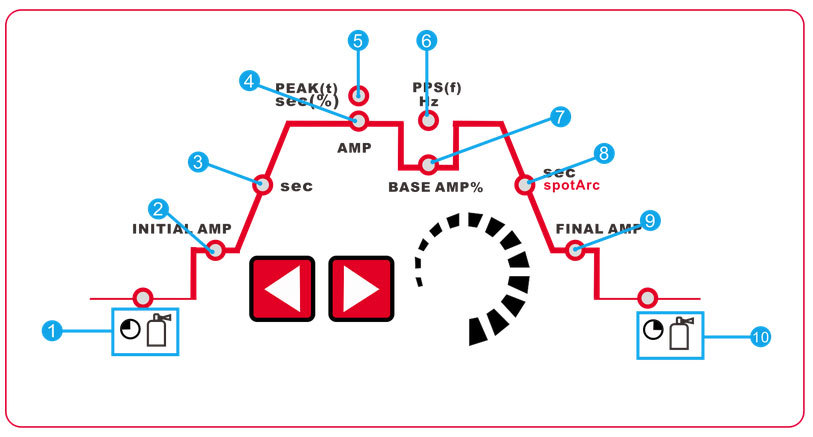
1. Время предварительной подачи газа (TIG)
Диапазон абсолютной настройки от 0,1 до 5,0 с (с шагом 0,1 с).
2. Ток зажигания (ВИГ)
Процент основного тока.
4T (УДЕРЖИВАТЬ)
Диапазон настройки от 1% до 100% (шаг 1%).
3.Время нарастания (TIG)
Диапазоны настройки: от 0,00 до 20,0 с (с шагом 0,1 с).
Время нарастания можно установить отдельно
для незащелкивающихся и защелкивающихся.
4. Основной ток (TIG)/импульсный режим
I от мин до макс (с шагом 1 А)
Главный резец (ММА)
от I мин до I макс (с шагом 1 А)
5. Время импульса
Диапазон настройки времени импульса: от 0,01 до 9,99 с (с шагом 0,01 с)
Импульсы TIG
Время импульса относится к
основная фаза резки (AMP) для импульсов.
ВИГ переменного тока специальный
Длительность импульса относится к фазе переменного тока для специального режима переменного тока.6. Время перерыва импульса
Диапазон настройки прерывания импульса: от 0,01 до 9,99 с.
(с шагом 0,01 с).
Импульсы TIG
Время паузы импульса относится к вторичному
текущая фаза (AMP%).
ВИГ переменного тока специальный
Длительность импульса относится к фазе переменного тока для специального режима переменного тока.
7. Вторичный ток (TIG)/импульсный импульсный ток паузы
Диапазон настройки от 1% до 100% (шаг 1%).
Процент основного тока.
8.Время спада (TIG)
от 0,00 до 20,0 с (с шагом 0,1 с).
Время снижения может быть установлено отдельно
для незащелкивающихся и защелкивающихся.
9. Ток в конце кратера (TIG)
Диапазон настройки от 1% до 100% (шаг 1%).
Процент основного тока.
10. Время продувки газа (TIG)
Диапазоны настройки: от 0,1 до 20,0 с (с шагом 0,1 с).
TIG-импульс постоянного тока
Высокоскоростное управление импульсной сваркой TIG постоянным током
• Импульсов PPS в секунду (Гц):DC = 0,1 – 5000 импульсов в секунду
• % ON – % пикового времени:5–95 % (Контролирует количество времени в течение каждого импульсного цикла при ПИКОВОЙ силе тока.)
• Фоновые усилители:5 – 99 % (устанавливает значение силы тока при малом импульсе в % от пикового значения силы тока.)ОБЫЧНАЯ ИМПУЛЬСНАЯ ТИГ
ВЫСОКОСКОРОСТНАЯ ИМПУЛЬСНАЯ ТИГ
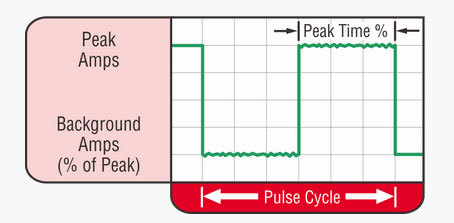
Обычно от 1 до 10 PPS. Обеспечивает обогрев и
охлаждающий эффект на сварочную ванну и может уменьшить
искажения за счет снижения средней силы тока. Этот
нагревающий и охлаждающий эффект также производит различные
рябь в валике сварного шва. Отношения
между частотой импульсов и скоростью движения определяет
расстояние между рябями. Медленно пульсирующая банка
также согласовываться с добавлением присадочного металла и
может улучшить общий контроль над сварочной ванной.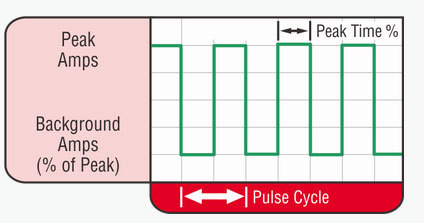
Импульсная сварка TIG со скоростью свыше 40 импульсов в секунду становится более
слышно, чем видно, что приводит к увеличению лужи
перемешивание для лучшей сварной микроструктуры.Импульсный сварочный ток на высоких скоростях — между
высокая пиковая и низкая фоновая сила тока —
также может сузить и сфокусировать дугу. Это приводит к
максимальная стабильность дуги, повышенное проплавление и
повышенная скорость движения (общий диапазон: 100–500PPS). Эффекты резкости дуги от высокой скорости
пульсации расширяются до новых размеров. Способность
пульсировать со скоростью 5000 импульсов в секунду, что еще больше повышает стабильность дуги
и концентрационный потенциал — что требуется.
Горячий старт
Функция горячего старта надежно воспламеняет электрод и расплавляет его.
идеально, чтобы обеспечить наилучшее качество даже в начале
шов. Это решение оставляет в прошлом непровар и холодную сварку и значительно снижает усиление сварного шва.
Отрегулируйте ток горячего старта здесь и время здесь.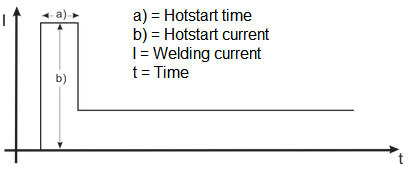
Коррекция силы дуги (характеристики сварки)
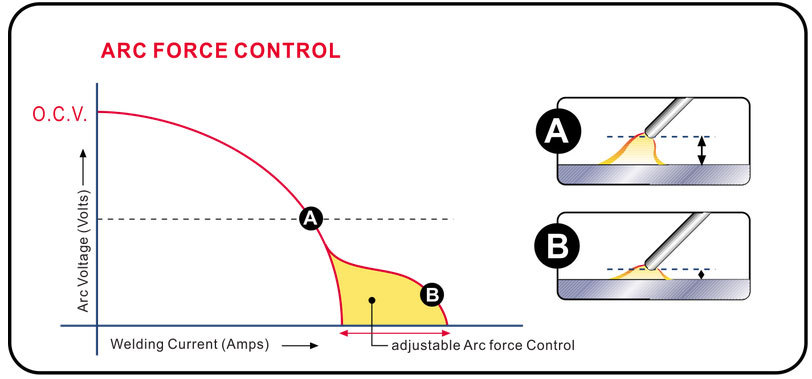
В процессе сварки форсаж дуги предотвращает залипание электрода в сварочной ванне за счет увеличения силы тока.
Это облегчает сварку типа плавящихся электродов с большими каплями при низкой силе тока, в частности, короткой дугой.
2Т/4Т
Режим без фиксации
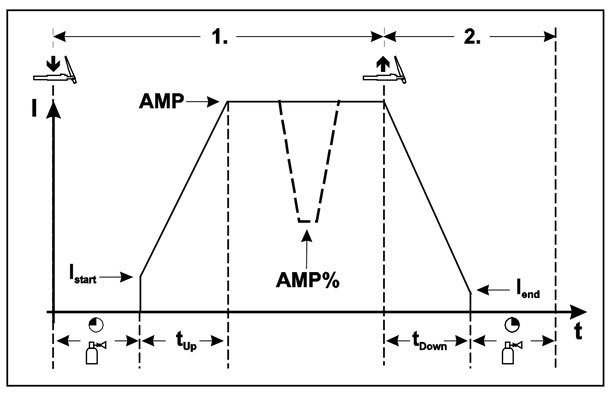
1-й цикл:
• Нажмите и удерживайте кнопку горелки 1.
• Время предварительной подачи газа истекло.
• Импульсы высокочастотного зажигания перескакивают с электрода на заготовку, дуга зажигается.
• Сварочный ток течет и сразу принимает значение, установленное для тока зажигания Istart.
• ВЧ выключен.
• Сварочный ток увеличивается в установленное время нарастания до основного тока AMP.
Переключение с основного тока AMP на вторичный ток AMP%:
Нажмите кнопку горелки 2 или коснитесь кнопки горелки 1.
2-й цикл:
• Отпустить кнопку горелки 1.
• Основной ток уменьшается в течение установленного времени спада до тока в конце кратера Iend (минимальный ток).
Если кнопка горелки 1 нажата в течение времени спада,
сварочный ток снова увеличивается до установленного основного тока AMP.
• Основной ток достигает тока в конце кратера Iend, дуга гаснет.
• Истечет установленное время продувки газа.Режим фиксации
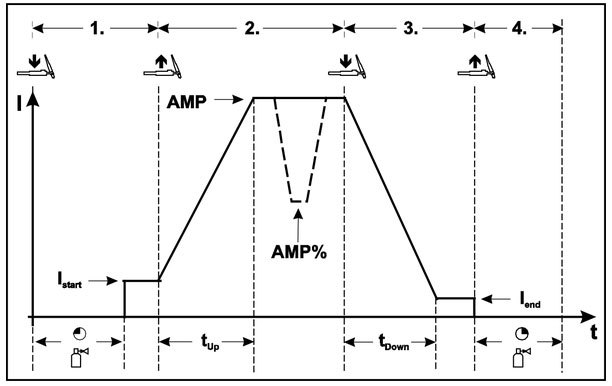
Шаг 1
• Нажать кнопку горелки 1, время предварительной подачи газа истекает.
• Импульсы высокочастотного зажигания перескакивают с электрода на заготовку, зажигается дуга.
• Сварочный ток течет и сразу принимает установленное значение тока зажигания.
(дуга поиска при минимальной настройке). ВЧ выключен.
Шаг 2
• Отпустить кнопку горелки 1.
• Сварочный ток увеличивается с установленным временем нарастания до основного тока AMP.
Переключение с основного тока AMP на вторичный ток AMP%:
Нажмите кнопку горелки 2 или коснитесь кнопки горелки 1.
Шаг 3
• Нажать кнопку горелки 1.
• Основной ток уменьшается в течение установленного времени спада до тока в конце кратера Iend (минимальный ток).
Шаг 4
• Отпустить кнопку горелки 1, дуга гаснет.
• Начинается установленное время продувки газом.
Немедленное прекращение процесса сварки на спуске путем отпускания кнопки горелки 1./ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Технические характеристики
предмет номер
ПРОТИГ-400СТ
ПРОТИГ-500СТНоминальное входное напряжение 3ф ~ 400В ±15% 3ф ~ 400В ±15% Максимум. Мощность нагрузки ТИГ: 14,39 кВА ТИГ: 20,76 кВА ММА: 14,21 кВА ММА: 19,93 кВА Номинальный рабочий цикл (40 ℃) 60% ВИГ: 400А/26В ВИГ: 500А/30В ММА: 315А/32,6В ММА: 400А/36В 100% ТИГ: 315 А/22,6 В ТИГ: 400А/36В ММА: 250А/30В ММА: 315А/32,6В Диапазон сварочного тока/напряжения ТИГ: 5А/10.1В~400А/26В ВИГ: 20А/10,1В~500А/30В ММА: 20А/20,8В~315А/32,6В ММА: 20А/20,8В~400А/36В Холостое напряжение 70В~80В 70В ~80В Фактор силы 0,85 0,85 Эффективность 85% 85% ТИГ Частота импульсов 0,2 Гц ~ 200 Гц 0,2 Гц ~ 200 Гц Ширина импульса (соотношение) 1~100% 1~100% Дуговой ток 5А~400А 5А~160А Течение, заполняющее кратер 5А~400А 5А~500А Текущее время нарастания 0,1 с ~ 15 с 0,1 с ~ 15 с Текущее время спада 0,1С-15С 0,1С-15С Время предварительной подачи газа 0,1С-15С 0,1С-15С Время потока газа 0,1С-15С 0,1С-15С Точечное время дуги 0.1S-10S 0.1S-10S ММА Дуговая сила 10А~315А 10А~400А Время горячего старта 0,1-3 с 0,1-3 с Ток горячего пуска 10А~315А 10А~400А Размер (ДхШхВ) 960X420X900мм 960X420X900мм Вес (кг) 70 кг 70 кг Блок водяного охлаждения: WC-100
Рабочее напряжение 230В 50/60Гц Номинальная мощность 260 Вт Мощность охлаждения 1,5 кВт (1 л/мин) Максимальное давление 0,3 МПа/60 Гц Рекомендуемая охлаждающая жидкость 20%~40% этанол/вода Объем бака 6,5 л
/АКСЕССУАРЫ
Для стандартных принадлежностей Горелка ТИГ: ТИГ-18
Горелка ТИГ: ТИГ-18 Электрододержатель с кабелем 2М
Электрододержатель с кабелем 2М Водоохлаждающая установка: WC-150Для дополнительных аксессуаров
Водоохлаждающая установка: WC-150Для дополнительных аксессуаров Газ аргон обычный
Газ аргон обычный Ножная педальГорелка ТИГ: ТИГ-26
Ножная педальГорелка ТИГ: ТИГ-26 Тележка:WT-150
Тележка:WT-150 Ручная удаленная горелка TIG
Ручная удаленная горелка TIG/РЕСУРСЫ
/ДОКУМЕНТЫ




- Моб.Тел
- *Тема
- *Содержание
- Погрузка ...