




Промышленный сварочный аппарат TOPWELL для импульсной сварки TIG/MMA постоянного тока PROTIG-315Di с 3 фазами
| доля | |
|---|---|
| Каталог продуктов | Все продукты |
| English details | TOPWELL industrial DC Pulse TIG/ MMA PROTIG-315Di welding machine with 3 phase |
| Марка | TOPWELL |
| Характеристики продуктов | ПРОТИГ-315Ди |
| Номинальное входное напряжение | 3ф ~ 380В ±15% |
| Номинальная мощность | 315А/22,6В |
| Холостое напряжение | 70В~80В |
| Эффективность | 85% |
| Гарантия | 1 год гарантии |
| Габаритные размеры | 540x240x480мм |
| Масса | 23 кг |
| Цена | US $ 2 / piece |
| порт | Шанхай/Нинбо |
| Способ платежа | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| скачать |
/ОСОБЕННОСТИ
Краткие характеристики
- Заявление:
- Изготовление металла
- Техническое обслуживание и ремонт
- Авто Кузов
- Легкая промышленность
- Процессы:
- ТИГ постоянного тока (GTAW)
- Палка (SMAW)
- Входная мощность:380 В, 3 фазы
- Диапазон силы тока:3-315А
- 315 А при 22,6 В при рабочем цикле 60 %
- Масса:23 кг
Общий вид панели управления
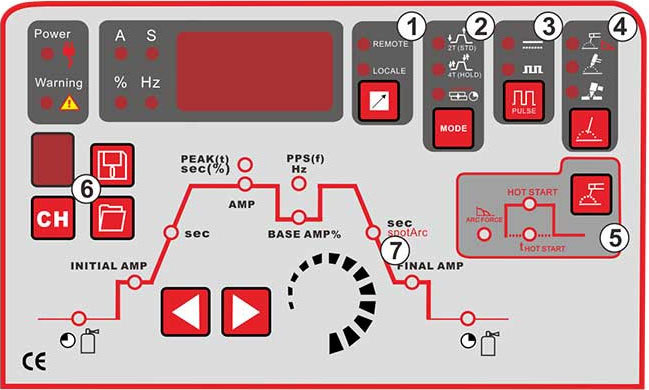
1. Пульт:используется для ножной педали или дистанционного фонарика.
Местный:скорректированная панель Currents bu
2.2T/4T режим удержания или
Выбор режима точечной сварки.
3. Импульсный выбор включения/выключения.4. Выбор процесса.
5. ФОРМА ДУГИ/ГОРЯЧИЙ СТАРТ
6. Память емкостью 10 наборов параметров.
7. Последовательность функций
Общий вид панели управления (продолжение)
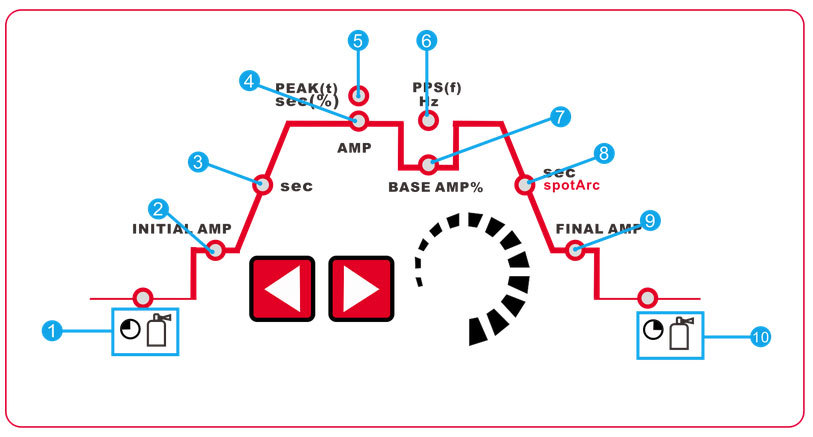
1. Время предварительной подачи газа (TIG)
Диапазон абсолютной настройки от 0,1 до 5,0 с (с шагом 0,1 с).
2. Ток зажигания (ВИГ)
Процент основного тока.
4T (УДЕРЖИВАТЬ)
Диапазон настройки от 1% до 100% (шаг 1%).
3.Время нарастания (TIG)
Диапазоны настройки: от 0,00 до 20,0 с (с шагом 0,1 с).
Время нарастания можно установить отдельно
для незащелкивающихся и защелкивающихся.
4. Основной ток (TIG)/импульсный режим
I от мин до макс (с шагом 1 А)
Главный резец (ММА)
от I мин до I макс (с шагом 1 А)
5. Время импульса
Диапазон настройки времени импульса: от 0,01 до 9,99 с (с шагом 0,01 с)
Импульсы TIG
Время импульса относится к
основная фаза резки (AMP) для импульсов.
ВИГ переменного тока специальный
Длительность импульса относится к фазе переменного тока для специального режима переменного тока.6. Время перерыва импульса
Диапазон настройки прерывания импульса: от 0,01 до 9,99 с.
(с шагом 0,01 с).
Импульсы TIG
Время паузы импульса относится к вторичному
текущая фаза (AMP%).
ВИГ переменного тока специальный
Длительность импульса относится к фазе переменного тока для специального режима переменного тока.
7. Вторичный ток (TIG)/импульсный импульсный ток паузы
Диапазон настройки от 1% до 100% (шаг 1%).
Процент основного тока.
8.Время спада (TIG)
от 0,00 до 20,0 с (с шагом 0,1 с).
Время снижения может быть установлено отдельно
для незащелкивающихся и защелкивающихся.
9. Ток в конце кратера (TIG)
Диапазон настройки от 1% до 100% (шаг 1%).
Процент основного тока.
10. Время продувки газа (TIG)
Диапазоны настройки: от 0,1 до 20,0 с (с шагом 0,1 с).
TIG-импульс постоянного тока
Высокоскоростное управление импульсной сваркой TIG постоянным током
• Импульсов PPS в секунду (Гц):DC = 0,1 – 5000 импульсов в секунду
• % ON – % пикового времени:5–95 % (Контролирует количество времени в течение каждого импульсного цикла при ПИКОВОЙ силе тока.)
• Фоновые усилители:5–99 % (устанавливает значение силы тока при малом импульсе в процентах от пикового тока).ОБЫЧНАЯ ИМПУЛЬСНАЯ ТИГ
ВЫСОКОСКОРОСТНАЯ ИМПУЛЬСНАЯ ТИГ
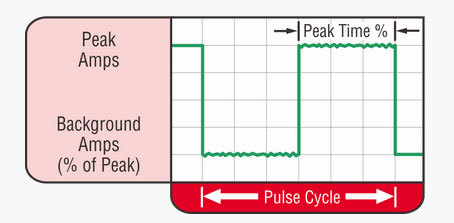
Обычно от 1 до 10 PPS. Обеспечивает обогрев и
охлаждающий эффект на сварочную ванну и может уменьшить
искажения за счет снижения средней силы тока. Этот
эффект нагрева и охлаждения также производит различные
рябь в валике сварного шва. Отношения
между частотой импульсов и скоростью движения определяет
расстояние между рябями. Медленно пульсирующая банка
также согласовываться с добавлением присадочного металла и
может улучшить общий контроль над сварочной ванной.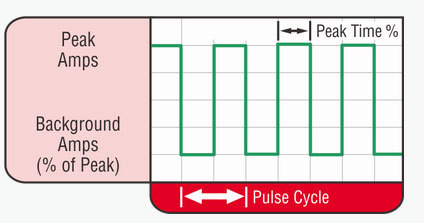
Импульсная сварка TIG со скоростью свыше 40 импульсов в секунду становится более
слышно, чем видно, что приводит к увеличению лужи
перемешивание для лучшей сварной микроструктуры.Импульсный сварочный ток на высоких скоростях — между
высокая пиковая и низкая фоновая сила тока —
также может сузить и сфокусировать дугу. Это приводит к
максимальная стабильность дуги, повышенное проплавление и
повышенная скорость движения (общий диапазон: 100–500PPS). Эффекты резкости дуги от высокой скорости
пульсации расширяются до новых размеров. Способность
пульсировать со скоростью 5000 импульсов в секунду, что еще больше повышает стабильность дуги
и концентрационный потенциал — что требуется.Горячий старт
Функция горячего старта надежно воспламеняет электрод и расплавляет его.
идеально, чтобы обеспечить наилучшее качество даже в начале
шов. Это решение оставляет в прошлом непровар и холодную сварку и значительно снижает усиление сварного шва.
Отрегулируйте ток горячего старта здесь и время здесь.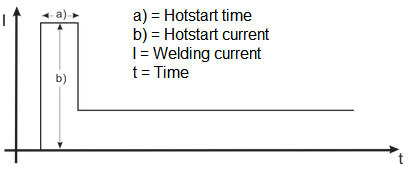
Коррекция силы дуги (характеристики сварки)
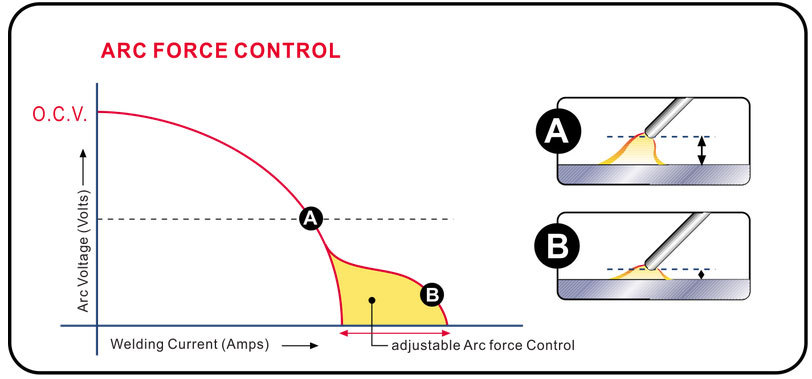
В процессе сварки форсаж дуги предотвращает залипание электрода в сварочной ванне за счет увеличения силы тока.
Это облегчает сварку типа плавящихся электродов с большими каплями при низкой силе тока, в частности, короткой дугой.2Т/4Т
Режим без фиксации
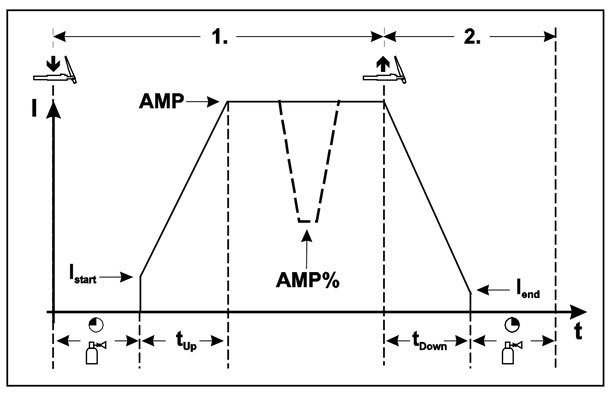
1-й цикл:
• Нажмите и удерживайте кнопку горелки 1.
• Время предварительной подачи газа истекло.
• Импульсы высокочастотного зажигания перескакивают с электрода на заготовку, дуга зажигается.
• Сварочный ток течет и сразу принимает значение, установленное для тока зажигания Istart.
• ВЧ выключен.
• Сварочный ток увеличивается в установленное время нарастания до основного тока AMP.
Переключение с основного тока AMP на вторичный ток AMP%:
Нажмите кнопку горелки 2 или коснитесь кнопки горелки 1.
2-й цикл:
• Отпустить кнопку горелки 1.
• Основной ток уменьшается в течение установленного времени спада до тока в конце кратера Iend (минимальный ток).
Если кнопка горелки 1 нажата в течение времени спада,
сварочный ток снова увеличивается до установленного основного тока AMP.
• Основной ток достигает тока в конце кратера Iend, дуга гаснет.
• Истечет установленное время продувки газа.Режим фиксации
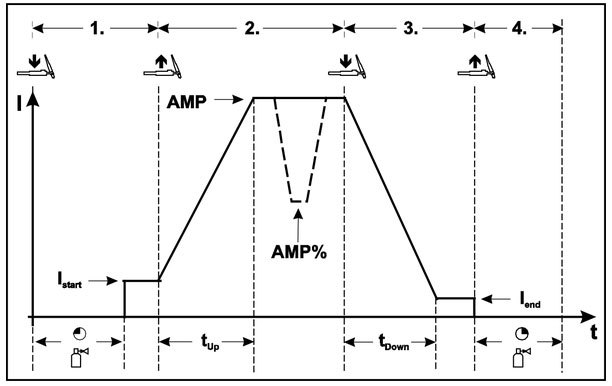
Шаг 1
• Нажать кнопку горелки 1, время предварительной подачи газа истекает.
• Импульсы высокочастотного зажигания перескакивают с электрода на заготовку, зажигается дуга.
• Сварочный ток течет и сразу принимает установленное значение тока зажигания.
(дуга поиска при минимальной настройке). ВЧ выключен.
Шаг 2
• Отпустить кнопку горелки 1.
• Сварочный ток увеличивается с установленным временем нарастания до основного тока AMP.
Переключение с основного тока AMP на вторичный ток AMP%:
Нажмите кнопку горелки 2 или коснитесь кнопки горелки 1.
Шаг 3
• Нажать кнопку горелки 1.
• Основной ток уменьшается в течение установленного времени спада до тока в конце кратера Iend (минимальный ток).
Шаг 4
• Отпустить кнопку горелки 1, дуга гаснет.
• Начинается установленное время продувки газом.
Немедленное прекращение процесса сварки на спуске путем отпускания кнопки горелки 1./ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Технические характеристики
ММА: 250А/30Впредмет номер
ПРОТИГ-315ДиНоминальное входное напряжение 3ф ~ 380В ±15% Максимум. Мощность нагрузки ТИГ: 11,63 кВА ММА: 10,38 кВА Номинальный рабочий цикл (40 ℃) 60% ТИГ: 315 А/22,6 В ММА: 250А/30В 100% ТИГ: 250А/20В ММА: 200А/28В Диапазон сварочного тока/напряжения ТИГ: 3А/10.1В~350А/24В ММА: 20А/20,8В~250А/30В Холостое напряжение 70В~80В Фактор силы 0,85 Эффективность 85% ТИГ Частота импульсов 0,2 Гц ~ 200 Гц Ширина импульса (соотношение) 1~100% Дуговой ток 5А~315А Течение, заполняющее кратер 5А~315А Текущее время нарастания 0,1 с~15 с Текущее время спада 0,1С-15С Время предварительной подачи газа 0,1С-15С Время потока газа 0,1С-15С Точечное время дуги 0.1S-10S ММА Дуговая сила 10А~250А Время горячего старта 0,1~3 с Ток горячего пуска 10А~250А Размер (ДхШхВ) 540X240X480мм Вес (кг) 23 кг
/АКСЕССУАРЫ
Для стандартных принадлежностей Горелка ТИГ: ТИГ-18
Горелка ТИГ: ТИГ-18 Электрододержатель с кабелем 2МДля дополнительных аксессуаровГорелка ТИГ: ТИГ-26
Электрододержатель с кабелем 2МДля дополнительных аксессуаровГорелка ТИГ: ТИГ-26 Газ аргон обычный
Газ аргон обычный Тележка:WT-100
Тележка:WT-100 Ножная педаль
Ножная педаль Тележка: СТ-7
Тележка: СТ-7 Ручная удаленная горелка TIG
Ручная удаленная горелка TIG/РЕСУРСЫ
/ДОКУМЕНТЫ




- Моб.Тел
- *Тема
- *Содержание
- Погрузка ...