Возможности подачи алюминия при сварке GMAW
В. Недавно я перешел с дуговой сварки стали в газовой среде на сварку алюминия с использованием того же процесса. Мне очень трудно подавать алюминиевую проволоку через мою систему подачи. У меня часто возникают проблемы с оборудованием, такие как пригорание алюминиевой сварочной проволоки к моему контактному наконечнику, что требует поломки системы подачи и замены контактного наконечника. Эти проблемы отнимают много времени и средств. Можно ли как-то улучшить эту ситуацию? Я использую присадочный сплав ER4043 диаметром 0,035 дюйма.
A – Возможно, самая распространенная проблема, возникающая при переходе от сварки GMAW стали к сварке GMAW алюминия. Возможность подачи в данном случае может быть описана как способность последовательно подавать намотанную сварочную проволоку при сварке GMAW без перерыва в процессе сварки. Возможность подачи является гораздо более важным вопросом для алюминия, чем для стали. В первую очередь это связано с различием механических свойств материала. Стальная сварочная проволока приспособлена, ее легче подавать на большее расстояние, и она выдерживает гораздо большее механическое воздействие по сравнению с алюминиевой. Алюминий мягче, более подвержен деформации или стружке во время операции подачи и, следовательно, требует гораздо большего внимания при выборе и настройке системы подачи для сварки GMAW. Проблемы с подачей могут усугубляться при использовании проволоки меньшего диаметра и более мягких алюминиевых сплавов, таких как 1100 и 4043, по сравнению с более твердыми сплавами, такими как 5356. сварочной проволоки внутрь контактного наконечника). Чтобы предотвратить чрезмерные проблемы с подачей такого рода, важно понимать всю систему подачи и ее влияние на алюминиевую сварочную проволоку. Если мы начнем со стороны катушки системы подачи, мы должны сначала рассмотреть настройки тормоза. Натяжение тормозной системы необходимо свести к минимуму. Требуется только достаточное тормозное давление, чтобы предотвратить свободное вращение катушки при остановке сварки. Любое давление, превышающее это, увеличит вероятность проблем с кормлением и выгорания. Электронные тормозные системы, а также электронные и механические комбинации были разработаны для обеспечения большей чувствительности тормозной системы и особенно полезны для улучшения подачи алюминиевой проволоки.
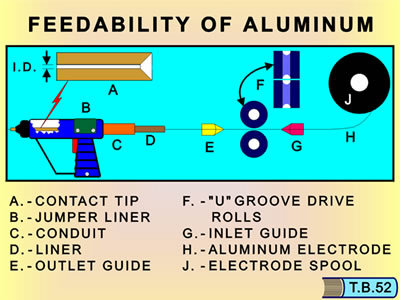
Входные и выходные направляющие, а также вкладыши, которые обычно изготавливаются из металлического материала для сварки стали, должны быть изготовлены из неметаллического материала, такого как тефлон или нейлон, чтобы предотвратить истирание и стружку алюминиевой проволоки.
Следует использовать приводные ролики, специально предназначенные для подачи алюминия. Они часто имеют U-образные контуры со скошенными и не острыми краями. Они должны быть гладкими, выровненными и обеспечивать правильное давление приводных роликов. Приводные ролики с острыми краями могут срезать мягкую алюминиевую проволоку. Эта стружка может скапливаться в системе подачи и вызывать возгорание из-за закупорки футеровки. Чрезмерное давление приводного ролика и/или несоосность приводного ролика могут деформировать алюминиевую проволоку и увеличить сопротивление трения через вкладыш и контактный наконечник.
Идентификатор и качество контактного наконечника имеют большое значение. Вы должны использовать только контактные наконечники, изготовленные специально для сварки алюминиевой проволокой, с гладкими внутренними отверстиями и отсутствием острых заусенцев на входном и выходном концах наконечников, которые могут легко срезать более мягкие алюминиевые сплавы. Диаметр отверстия контактного наконечника должен быть примерно на 10–15 % больше диаметра электрода.
Качество сварочной проволоки, используемой для сварки GMAW, может влиять на характеристики подачи. Такие факторы, как гладкость поверхности, контроль диаметра проволоки и окончательная обработка проволоки во время операции наматывания, могут способствовать или мешать возможности легкой подачи проволоки через систему подачи. Чтобы свести к минимуму проблемы с подачей, следует учитывать стабильные качественные характеристики алюминиевой сварочной проволоки.
Что касается подачи алюминиевой проволоки, используются четыре общепризнанные системы подачи, т. е. толкающие, тянущие, двухтактные и системы подачи с катушки на пистолете. Для сварки алюминия с толкающим и тянущим механизмами ограничения признаются в зависимости от области применения и расстояния подачи. Эти системы обычно ограничены практической длиной около 12 футов. В случае проталкивающих питателей ограничение расстояния подачи является результатом гибкости алюминиевой проволоки и ее склонности к короблению и изгибу в футеровке, а в случае тянущих питателей - из-за быстрого увеличения сопротивления трения в футеровке, особенно при наличии изгибы в трубе. Механизмы подачи «тяни-толкай» были разработаны для преодоления проблем с подачей проволоки, с которыми сталкиваются другие системы, и являются наиболее оптимальным методом подачи сварочной проволоки для алюминия. Двухтактные системы могут улучшить подачу во многих приложениях и часто необходимы для более важных/специализированных операций, таких как роботизированные и автоматизированные приложения, для обеспечения постоянной подачи. Система подачи с катушки на пистолет обычно рассчитана на использование 1-фунтовых катушек с проволокой, установленных в пистолете. Эти пистолеты обычно имеют воздушное охлаждение и, как правило, ограничены проводами меньшего размера и легкими условиями эксплуатации. Из-за их относительно низкого номинального тока они не идеально подходят для непрерывной производственной сварки в тяжелых условиях, но часто весьма эффективны для сварки прихватками и других легких операций. Выбор
Таблица пригодности