Советы по сварке MIG
Советы по сварке MIG
Всегда читайте и соблюдайте меры предосторожности и инструкции по эксплуатации, содержащиеся в руководстве пользователя.
1. Оставьте выступ от 1/4 до 3/8 дюйма (электрод выходит из кончика контактной трубки).

2. Для тонких металлов используйте проволоку меньшего диаметра. Для более толстых металлов используйте более крупную проволоку и более крупную машину. См. рекомендации по сварочным аппаратам.
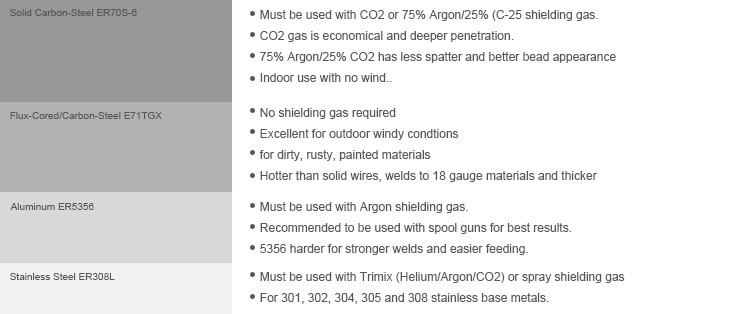
3. Используйте правильный тип проволоки для свариваемого основного металла. Используйте проволоку из нержавеющей стали для нержавеющей стали, алюминиевую проволоку для алюминия и стальную проволоку для стали.
4. Используйте соответствующий защитный газ. CO2 хорош для проплавления сварных швов на стали, но может быть слишком горячим для тонкого металла. Используйте 75 % аргона/25 % CO2 для более тонких сталей. Используйте только аргон для алюминия. Вы можете использовать тройную смесь для нержавеющих сталей (гелий + аргон + CO2).
5. Для стали существует два распространенных типа проволоки. Используйте классификацию AWS ER70S-3 для универсальной экономичной сварки. Используйте проволоку ER70S-6, когда требуется больше раскислителей для сварки грязной или ржавой стали. (См. Схему 6. Сварочная проволока).
7. При сварке в неустановленном положении (вертикальная, горизонтальная или потолочная) сварочная ванна должна быть небольшой для наилучшего контроля наплавленного валика, и используйте проволоку наименьшего возможного диаметра.
8. Убедитесь, что контактная трубка, направляющая пистолета и приводные ролики соответствуют размеру используемой проволоки.
9. Время от времени очищайте направляющую пистолета и приводные ролики и не допускайте попадания брызг на сопло пистолета. Замените контактный наконечник, если он заблокирован или плохо подается.
10. Во время сварки держите горелку прямо, насколько это возможно, чтобы избежать плохой подачи проволоки.
11. Держите пистолет обеими руками во время сварки. Делайте это при любой возможности. (Это также относится к сварке электродом, сварке TIG и плазменной резке).
12. Следите за тем, чтобы натяжение втулки механизма подачи проволоки и давление приводного ролика было достаточным для подачи проволоки, но не затягивайте слишком сильно.
13. Храните проволоку в чистом и сухом месте, когда она не используется для сварки, чтобы избежать попадания загрязнений, которые могут привести к некачественному сварному шву.
14. Используйте DCEP (обратная полярность) на источнике питания.< /p>
15. Техника перетаскивания пистолета даст вам немного больше проникновения и более узкую мушку. Техника толкающего пистолета даст вам немного меньшее проникновение и более широкий шов.
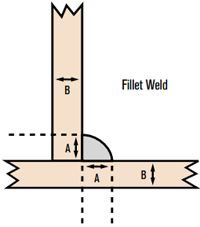
16. При сварке углового шва катет шва должен быть равен толщине свариваемых деталей
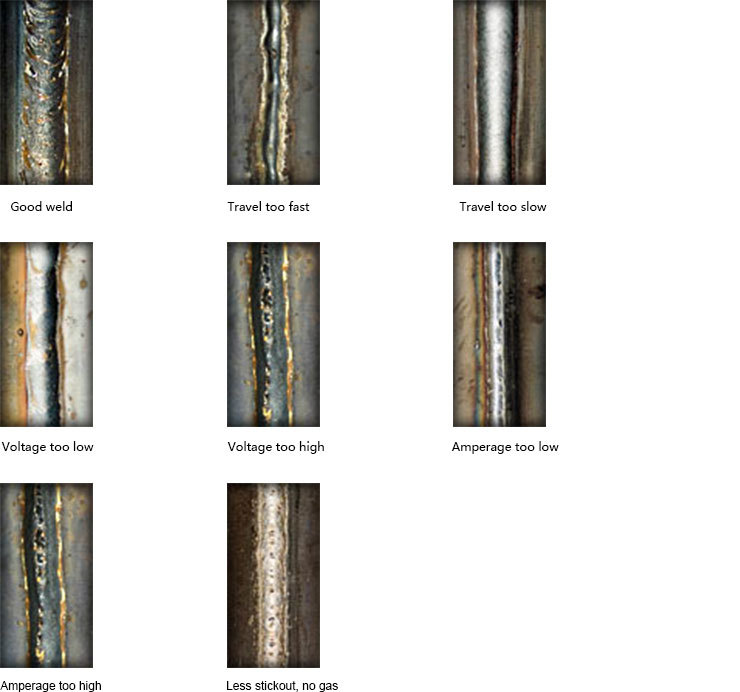
17. Сравните свой сварной шов с нашими фотографиями, чтобы определить правильные настройки.