Дуговая сварка CO₂ с различной формой переноса капель
В процессе дуговой сварки металлическим газом (GMAW) используются четыре основных режима переноса металла с электрода на заготовку. Каждый режим передачи зависит от процесса сварки, источника сварочного тока и расходных материалов, и каждый из них имеет свои отличительные характеристики и области применения.
Несколько переменных определяют тип используемого переноса, включая количество и тип сварочного тока, химический состав электрода, поверхность электрода, диаметр электрода, защитный газ и расстояние от контактного наконечника до изделия. Режим переноса также влияет на выбор используемого присадочного металла.
Какой режим подходит именно вам? Разумный выбор может сильно повлиять на вашу эффективность и производительность.
Передача короткого замыкания
Этот способ переноса обычно требует электродов меньшего диаметра, таких как 0,023, 0,030, 0,035, 0,040 и 0,045 дюйма. Сварочный ток должен быть достаточным для расплавления электрода, но если он чрезмерный, это может вызвать резкое разделение электродов. закороченный электрод, что приводит к чрезмерному разбрызгиванию. Использование регулируемых элементов управления наклоном и индуктивностью может улучшить передачу, чтобы минимизировать разбрызгивание и способствовать более плоскому профилю сварного шва. Регулировка наклона ограничивает силу тока короткого замыкания, а регулировка индуктивности контролирует время, необходимое для достижения максимальной силы тока. Правильная настройка этих двух факторов может обеспечить превосходный внешний вид валика и имеет важное значение для переноса короткого замыкания с электродами из нержавеющей стали.
Наиболее распространенным защитным газом для режима переноса короткого замыкания для электродов из углеродистой стали является 75-процентный аргон/25-процентный CO₂. Для этого способа переноса также доступны многочисленные трехкомпонентные смеси защитных газов для углеродистой и нержавеющей стали.
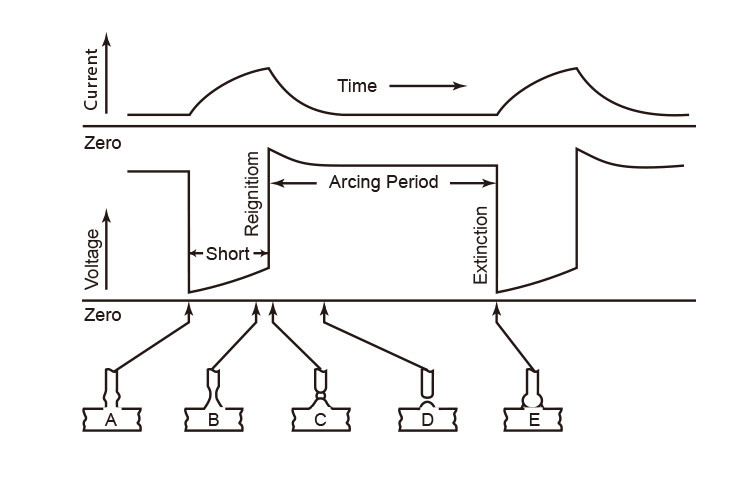
Осциллограммы и схемы короткозамкнутой передачи
Шаровой перенос
Шаровидный перенос означает, что металл сварного шва переносится через дугу большими каплями, обычно превышающими диаметр используемого электрода. Этот способ переноса обычно используется только для углеродистой стали и использует 100-процентный защитный газ CO₂. Этот метод обычно используется для сварки в плоском и горизонтальном положениях, потому что размер капель большой и его будет труднее контролировать при использовании в вертикальном и потолочном положениях по сравнению с переносом дуги короткого замыкания. В этом режиме образуется наибольшее количество брызг; однако при использовании более высоких токов с защитой CO₂ и скрытой дугой разбрызгивание может быть значительно уменьшено. Вы должны соблюдать осторожность с заглубленной дугой, потому что это может привести к чрезмерному армированию, если скорость движения не контролируется.
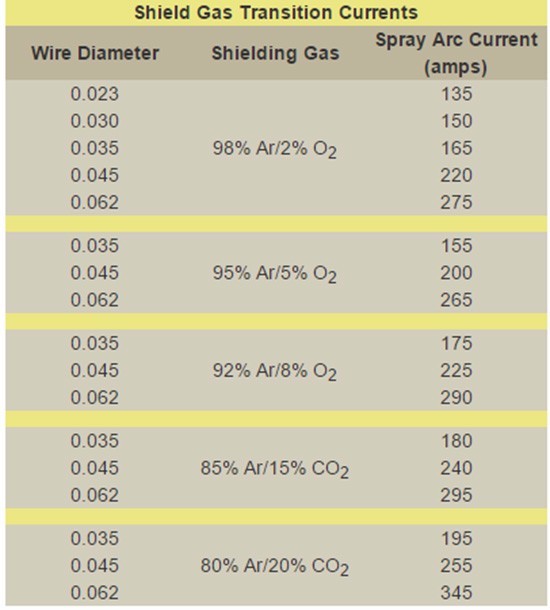
Режим переноса распыления
Перенос распыления назван в честь разбрызгивания крошечных капель расплава по дуге, подобно брызгам, выходящим из садового шланга, когда отверстие ограничено. Распылительный перенос обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи при коротком замыкании, после образования дуги она горит постоянно. Этот метод дает очень мало брызг и чаще всего используется для толстых металлов в плоском и горизонтальном положениях.
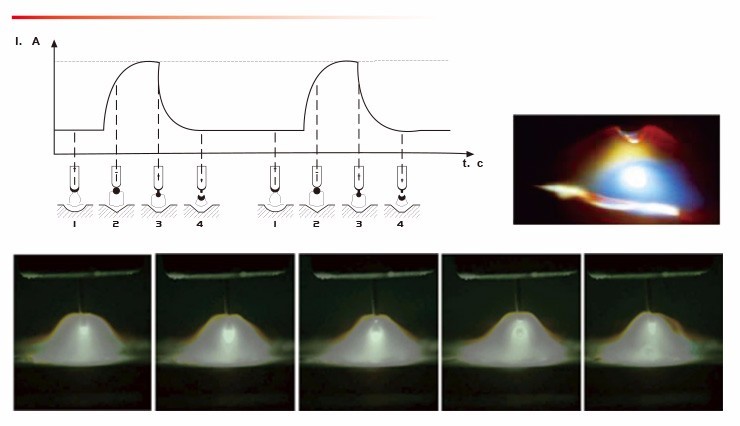
Импульсно-распылительная передача
В режиме переноса импульсного распыления источник питания переключается между высоким током переноса распыления и низким фоновым током. Это позволяет переохлаждать сварочную ванну во время фонового цикла, что немного отличается от настоящего переноса распылением. В идеале в каждом цикле одна капля переходит с электрода в сварочную ванну. Из-за низкого фонового тока этот режим переноса можно использовать для сварки в нерабочем положении на толстых участках с более высокой энергией, чем при переносе короткого замыкания, что обеспечивает более высокий средний ток и улучшенное плавление боковых стенок. Кроме того, его можно использовать для снижения тепловложения и уменьшения искажений, когда высокие скорости перемещения не нужны или не могут быть достигнуты из-за ограничений оборудования или пропускной способности.
Как правило, те же защитные газы, что и для переноса распылением, также используются в режиме импульсного распыления.