СОВЕТЫ ДЛЯ ЛУЧШИХ РЕЗУЛЬТАТОВ В ГРАММАХ
Помните об этих советах при выполнении операций GTAW, чтобы сэкономить время и деньги на доработке и обеспечить качество готового сварного шва. Выполнение некоторых дополнительных шагов по подготовке и настройке может помочь вам завершить работу в срок и избежать затрат и хлопот, связанных с устранением неполадок или переделок позже в процессе сварки.

Выбор правильного оборудования и расходных материалов, а также соблюдение некоторых ключевых рекомендаций по настройке и подготовке к сварке могут помочь правильно выполнить работу и избежать типичных проблем в GTAW.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) может создавать проблемы, которые ухудшают качество и прочность готового сварного шва, если их не устранить. Знание того, как решить эти проблемы заранее, может сократить время и затраты на устранение неполадок, а также свести к минимуму доработку.
Выбор правильного оборудования и расходных материалов, а также соблюдение некоторых ключевых рекомендаций по настройке и подготовке к сварке также могут гарантировать, что вы выполните работу должным образом. Примите во внимание эти шесть советов, чтобы максимизировать свой успех и помочь вам стать лучшим сварщиком GTAW.
1. Знайте материал
Как и в большинстве сварочных процессов, одним из первых факторов, которые вы должны учитывать, является тип свариваемого материала и его характеристики. Также важно знать условия эксплуатации, с которыми будет сталкиваться готовый сварной шов.
Эти факторы влияют на тип присадочного металла, который лучше всего подходит для применения. Например, если вам нужно будет анодировать материал после его сварки или если готовое изделие должно соответствовать требованиям структурной целостности, выберите присадочный металл, способный обеспечить определенные механические и химические свойства для удовлетворения этих потребностей. Этот фактор еще более важен при сварке таких материалов, как алюминий и нержавеющая сталь, из-за их склонности к деформации или растрескиванию. Кроме того, для некоторых материалов может потребоваться предварительный нагрев или термообработка после сварки, что также может повлиять на выбор присадочного металла.
При выполнении GTAW на таких материалах, как алюминий, всегда определяйте, какие сплавы вы свариваете, чтобы выбрать правильный присадочный металл. Производители присадочного металла обычно предлагают диаграммы или другие инструменты, которые обеспечивают перекрестные ссылки на большинство сплавов, производимых сегодня. Такие диаграммы также предлагают предложения по присадочным металлам на основе ожидаемого использования готового продукта.
2. Выберите правильный вольфрам
В центре процесса GTAW находится вольфрамовый электрод, неплавящийся металлический элемент, передающий сварочный ток на дугу. Знание вашего вольфрама является ключевым. Толщина свариваемого материала и сварочная сила тока являются двумя важными факторами, которые следует учитывать при выборе.
Вольфрамовые электроды бывают различных диаметров, как правило, от 0,020 до 5/32 дюйма, и доступны в стандартной отраслевой длине 7 дюймов. Также доступны нестандартные длины, но, как правило, они стоят дороже. Электроды состоят либо из чистого вольфрама, либо из смеси вольфрама и других редкоземельных элементов и оксидов. Чтобы избежать путаницы в отношении различных типов, каждый электрод имеет цветовую маркировку на кончике, чтобы обозначить его тип.
В зависимости от свариваемого материала вы можете выбирать из чистого вольфрама, который обычно используется для сварки алюминия переменным током на старых машинах с трансформаторами, или из церия, лантана, редкоземельного металла и тория. Каждый вариант имеет характеристики, подходящие для определенных приложений и материалов. Церированный вольфрам — это хороший общий вольфрам, который можно использовать практически со всем, в то время как торированный и лантанированный вольфрам — хорошие варианты для сварки нержавеющей стали и экзотических материалов.
Торированный вольфрам обеспечивает множество преимуществ из-за его высокой способности испускать электроны, что позволяет дуге отрываться от кончика вольфрама. Однако обратите внимание, что торированный вольфрам содержит низкий уровень радиоактивности, поэтому обязательно следуйте предупреждениям производителя, инструкциям и Паспорту безопасности материала (MSDS).
3. Поддерживайте чистоту
Чистота важна для большинства сварочных работ, но особенно критична для GTAW. Загрязнение может привести к таким проблемам, как пористость, а также к последующей доработке и потере материалов. Эти факторы делают чистоту еще более важной при работе с дорогостоящими материалами, такими как титан и алюминий.
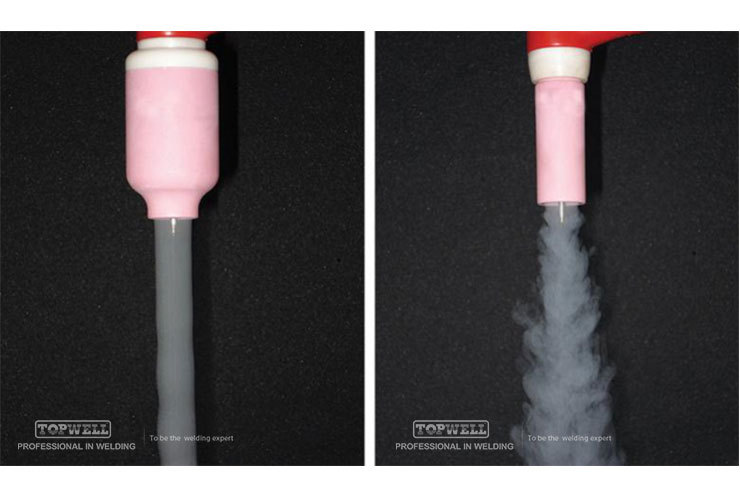
Использование газовой линзы (слева), которая изменяет направление потока газа из сопла для улучшения покрытия защитным газом и доступа к соединениям, является одним из способов обеспечения наилучшего качества.
Вы всегда должны очищать основные материалы от масел, жира и грязи перед сваркой, чтобы избежать загрязнения сварного шва. Наносите чистящие и обезжиривающие средства чистой, сухой, мягкой тканью. Если вы используете эти продукты на титане, убедитесь, что ткань безворсовая. Работайте с титаном в нитриловых перчатках, устойчивых к маслам и жирам. Будьте осторожны при выборе типа чистящего средства, чтобы убедиться, что оно не содержит хлора, так как это может вызвать серьезные проблемы со здоровьем из-за паров, создаваемых сварочной дугой.
Также важно правильно обращаться с присадочными металлами. Держите отрезанные куски чистыми и сухими и храните их в закрытых контейнерах. Контролируемая среда важна для предотвращения окисления этих присадочных металлов. Еще одним ключевым моментом является правильное хранение основных материалов. Например, куски алюминиевого базового материала всегда следует хранить в вертикальном положении и не класть друг на друга, чтобы свести к минимуму риск окисления.
Также важно избегать перекрестного загрязнения. Шлифовальная пыль от предыдущего куска материала может легко загрязнить сварной шов. Используйте специальные шлифовальные круги и щетки для каждого типа материала, чтобы предотвратить эту проблему. Кроме того, обратите внимание, что шлифовальная пыль из титана и магния может быть легковоспламеняющейся и загрязнять другие детали. Позаботьтесь о том, чтобы организовать измельчение этих материалов в отдельном месте и вдали от открытого огня.
4. Зажим для предотвращения искажения
Надлежащее зажатие основного материала при выполнении GTAW является ключевым шагом к предотвращению искажений и других проблем. Чем тоньше основной материал, тем более важным становится правильный зажим. По возможности зажмите деталь в нескольких местах, чтобы секции не поднимались, и держите деталь как можно более прямоугольной. Некоторые части могут быть труднее зажать, чем другие.
Третья рука может помочь удерживать деталь неподвижно во время сварки, поэтому рассмотрите возможность ее использования для стабилизации. Третья рука может быть разных форм и конструкций, но обычно это более тяжелая деталь, которая лежит или опирается на деталь и удерживает ее на месте для сварки. Кроме того, создание опорной конструкции может помочь вам сохранять твердость рук во время процесса сварки. Использование опоры, на которую можно опереться или опереться локтями во время сварки, может помочь вам сохранить устойчивость для последовательной сварки.
Эта подготовка может показаться трудоемкой, а в некоторых случаях может занять больше времени, чем сама сварка, но она имеет решающее значение для создания устойчивой опоры, исключающей непреднамеренные движения детали и оператора.
5. Пробный сварной шов, если это возможно
Чтобы убедиться, что все приготовления выполнены правильно, по возможности следует выполнить пробную сварку на аналогичных материалах. Чем критичнее изделие и чем дороже материал, например титан, тем важнее провести пробный сварной шов. Выделение времени на этот шаг в процессе может свести к минимуму проблемы в дальнейшем, что особенно важно при работе с единственными в своем роде деталями или критически важными сварными швами. Использование аналогичных материалов для пробного сварного шва также помогает повысить точность и дает представление о том, как материал будет реагировать на параметры сварки.
Подобно зажиму, пробная сварка является дополнительным этапом подготовки, который окупается в дальнейшем в процессе сварки.
Газовое покрытие материала оказывает непосредственное влияние на сварной шов. Использование газовой линзы, которая изменяет направление потока газа из сопла для улучшения охвата защитным газом и доступа к соединениям, является одним из способов обеспечения наилучшего качества.
4. Зажим для предотвращения искажения
Расходные материалы на передней части резака GTAW включают газовый колпачок, цангу, корпус цанги и заднюю крышку. Газовая линза заменяет корпус цангового патрона, который входит в стандартную комплектацию резака GTAW. Стандартный корпус цанги обычно имеет четыре отверстия для распределения газа. Напротив, газовая линза имеет тонкий экран, через который проходит газ, чтобы равномерно распределить защитный газ вокруг вольфрама, вдоль сварочной ванны и дуги, подобно тому, как аэратор на кране изменяет поток воды.
Газовая линза обеспечивает гораздо лучшее газовое покрытие сварочной ванны, что важно при сварке таких металлов, как нержавеющая сталь, титан и INCONEL®. Газовые линзы также обеспечивают преимущества при сварке стали и алюминия. Когда вы сталкиваетесь с приложениями, требующими дополнительного газового покрытия или лучшего доступа к сложным соединениям, газовая линза также позволяет вам выдвигать вольфрам дальше, чтобы достичь сварного шва. Примечание. Для использования газовой линзы необходимо надевать на нее чашки большего диаметра.